Repositioning Of Tyre by 240.5 mm
We had carried out repositioning of tyre, where the tyre operates with following abnormal conditions when observed during the kiln shutdown
- Kiln is on a downhill guide roller, with around 50 mm gap between tyre and uphill guide roller.
- Kiln can travel uphill by 50 mm upon the increase of positive thrust in support rollers.
- Tyre downhill edge is 60 mm, from support roller uphill edge.
- Upon kiln rotation for maintenance purpose, if the kiln travel to uphill by 50 mm, tyre downhill edge would be only 10 mm from uphill roller edge.
The above situation arises due to the shortening of the span between outlet and middle pier by 240.5 mm. Reduction in the span could be attributed to the above observation made. The situation is grave as any time, if the kiln moves uphill, there was every possibility the tyre slips down the roller surface thereby damaging the bearing housing, shell, tyre roller etc.
Suggested corrective action:The above situation demands followings:
- Removal of tyre from the existing position.
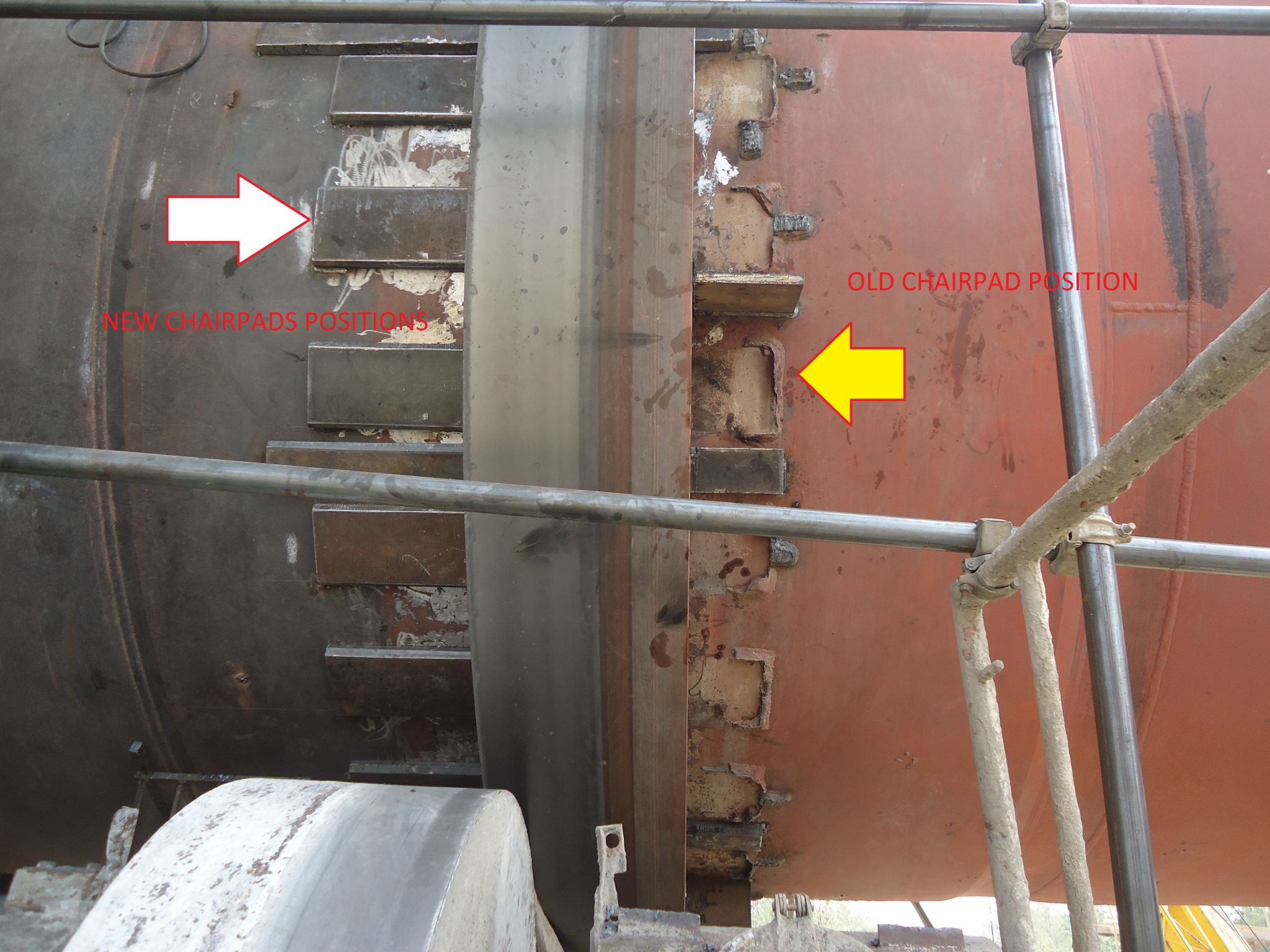
- Removal of chair pads from the existing position.
- Install chair pad at the modified position, by around 240.5 mm downhill from the existing position.
- Shifting tyre downhill by 240.5 mm
- Install tyre retainers.
- New refractory bricks were installed by the client before the arrival of ALLAN SMITH engineers at the site.
- Spiders cannot be Installed for removal of tyre, as new bricks installed at the position and client express inability for the brick removal.
- Chair pads were welded at both ends and also at the centre of the pads (under tyre)
- Weldment made at the chair pad centre, needs to be flush ground for the installation of new chair pads.
- Electrodes used for the chair pad weld cannot be cut using an oxy-acetylene flame. (as repeated weld crack observed during past)
- Shell constriction observed under tyre by around 14 mm.
- The constriction causes a gap between shell and chair pad imposes limitations for the weld and if made, every possibility for the weld crack in near future.
Considering all constraints, the methodology was developed for the tyre reposition and the job executed within the stipulated time frame. The weld made on the chair pad has extended reliability and the weld failure was not observed in excess of 12 months.